
Siemens Robicon Perfect Harmony GH180 NXG NXGpro NXG controller Tool Suite Latest Version 5.1.0.1
Siemens Robicon Perfect Harmony GH180 NXG Firmware NXGpro NXG controller Tool Suite Latest Version 5.1.0.1
How to parallel gh180 to a single-winding motor?
I found a project which use two GH180 drive a SM with single-winding, just set speed droop and restart function.
GENIII Aircooled VFD fault
We have a problem with our Motor Drive (Robicon HARMONY DRIVE GEN III/E, 4300HP, 6000VAC, 500A), the drive gives the fault '' C3 Cap Share '' we did some actions like:
- We replace the C3 Cell control board ' by the new one (Spare board 1), but we still have same issue ('' C3 Cap Share '' )
- We replace the C3 Cell control board (Spare board 1) by the second one (Spare board 2), but we get a new fault ('' C3 Control Power '')
- Then we replace the C3 Power cell with the new one but we still have the same issue ('' C3 Cap Share '' )
- At the End we exchange the C3 Cell control board with B3 Cell control board, but unfortunately we get the same fault but at B3 ('' B3 Cap Share '' )
please help
Best regards
Smail
Based on your last action, it seems like problem is following the cell control board. The problem must be on the cell control board. I would change the cell control (C3) back to its original cell and see if you are still getting C3 cap share or B3 Cap share fault.
Please note cap share fault in general is a serious fault and must be investigated before applying power as it could badly damage the power cell or drive itself. The actual cap share fault is based on the DC bus voltage of cell, between the + and - bus. I would recommend to visually inspect C3 power capacitors to see anything damage, such as leaking or vented caps. If you are not trained on Perfect Harmony drive, I would recommend you to contact local Siemens service centre
I changed the cell control board (C3) back to its original cell andI still getting C3 cap share fault and no fault in B3. I have used a new spare cell control boardin C3 but the problem persists and I still getting C3 cap share fault.
Also I change the C3 Cellwith the new spare one but unfortunately the problem persists and I still getting C3 cap share fault.
I think the problem must be oncell control boards otherwise the fault whould not change from C3 to B3 when we exchange the cell control boards.
Now I don't have any spare cell control boards, can I do something to solve this problem ???
Thanks in advance
Smail
Siemens stopped supplying Cell Control board separately, it always recommends to replace entire cell as a single entity.
Does your drive has 'precharge' option. Else before putting new spare cell (particularly if your off shelf time is more than 1 year) reforming with external dimmer stat is recommeded to avoid cell faults.
Regards,
Vijay
If the cell control board is confirmed as being faulty it should be replaced. The faulty cell control board can be repaired and tested.
hi,
Have you checked the values of bleeder resistor of power cell.
pls check the connection notch and value of resistor ,are they equally divided or not.
i also faced the same issue . the bleeder resistor was the culprit .
Hi
I need to correct SynchTransfer regulator in order to decrease the time of Transfer.
There are few parameters for this purpose in ID2700s.
But there are othere parameters in Input Processing ID 3010, ID3020 for PLL regulator.
The question is: Can I correct PLL Regulator (ID3010 and ID3020) if SynchTransfer regulator cannot cope? What can be the consequences?
Good day
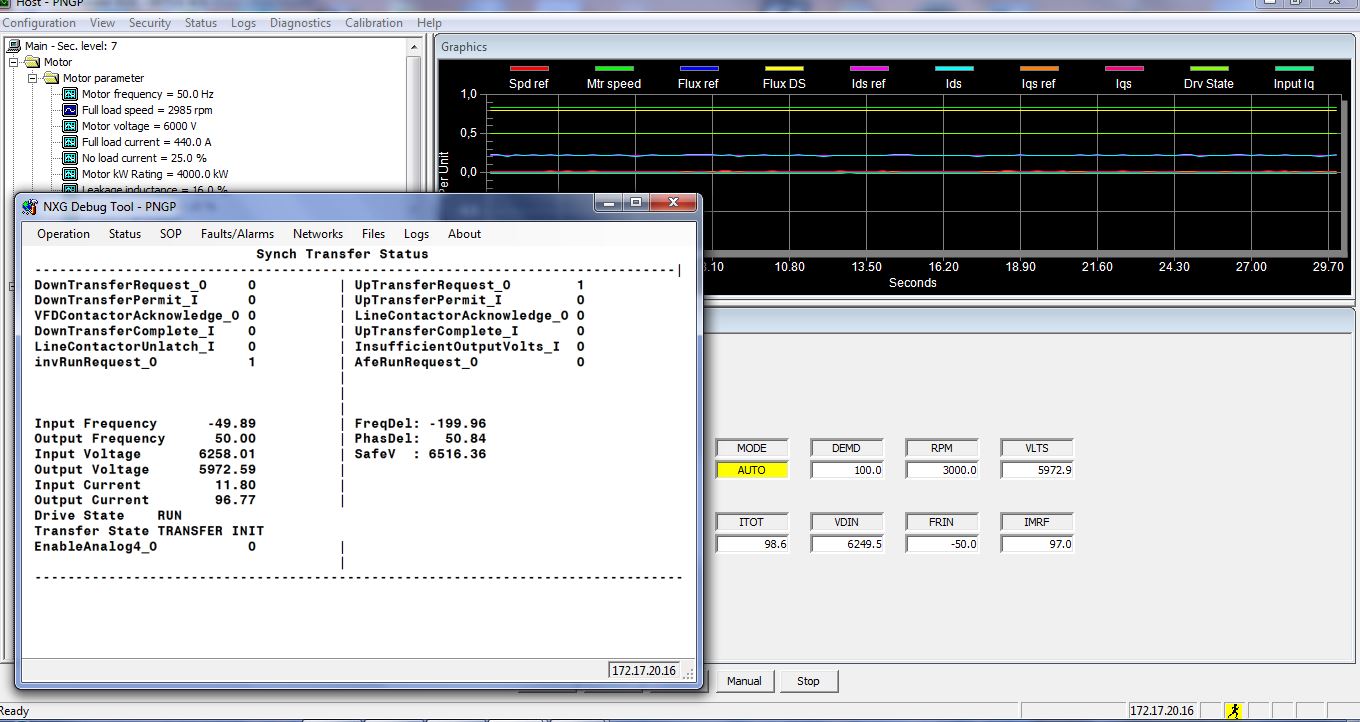
We commissiong UpTransfer on 4MW inductor motor with compressor load.
Before commissioning started Client has checked the phasing around the whole system. All was correct(ABC and UVW ect.), but in Debug Tool Input Frequrency has ''-". It can be a reason of wrong phasing.
The synchronization process stays with value FreqDel : -200.00
Can it be a proof for client that phasing is wrong ?
with best regards
Dear Boyn,
I haven't met the CT wrong wiring for years. Who is the manufacturer and what is the year of production of this PH?
Manufacturer is a Siemens St.Petersburg factory, 2011 year of production. CT wrong wiring is a fact.
Regenerative Power
Hello,
I would like to ask does the DC link bleeding resistors are used also for regenerative power dissipation during motor stopping, and is there any control for this process !
Bleeder resistors are normally used to quickly discharge the DC bus during ramp down.
But for regenerative power applications, VFD uses another IGBT bridge in parallel to conventional diode bridge rectifier so that reverse current flow is allowed and can return the power to mains. Ramp down time decides how fast it is dissipated.
Regards,
N Vijay
Hello,
there is a software called "NXG Robicon Modbus Monitor", which emulates a Modbus Master in your Computer.
Does something similar exist but for Profibus?
if there is noting developed by Siemens/Robicon, maybe you can recommend a software?.
Thanks in advance for your reply.
Air Cooled Vs Water cooled VFDs
Hi
Are there any specific advantages of Water cooled VFDs against Air cooled apart from noise levels coming out of Aircooled fans. Is cooling also more effective with reference to big cell sizes for WC type
WC drives need lot of maintenance like regulat water filling, leakages arrest etc.
If I keep the VFD in far off locations, concealed areas noise shall not be an issue and normally it will always be less than allowable 80 dB
Regards,
Vijay
Once you exceed a certain size of drive you need the water cooling as air cooling is unable to remove the heat losses from the drive.
If you are border line and have the option to choose water or air cooled I would always choose air cooled for the cost and maintenance reasons you listed above.
There is no additional benefit of water cooling apart the ability to cool larger drives and being quieter although the cooling pumps on water cooled drives can still produce a reasonable amount of noise.
Hello N. Vijay,
Water cooled drives do have an advantage over air cooled drives if there is caustic airborne contaminants in the air which will damage the electrical components.
If there are airborne contaminants such as this then use of water cooled drives can lessen the amount of damage to the drives by the airborne contaminants.
Best Regards,
Deputy
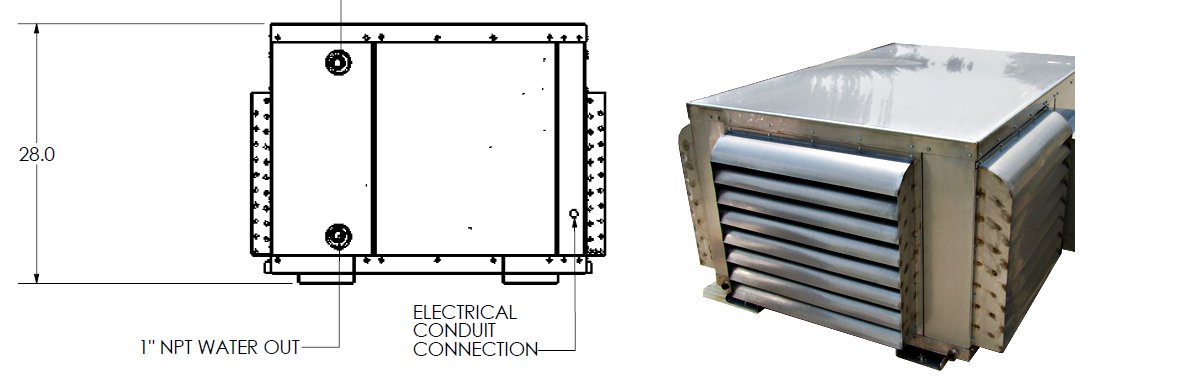
I had a customer that wanted to use Water Cooled VFD's in a remote location, we were able to supply a
3 Ton Nema 4X water chiller to cool the drives. The other requirement it had to be 28" tall no higher.
We solved the problem and now have a solution for using Water Cooled Drives in this waste water
facility. Before this none of the VFD suppliers had a solution.
ROBICON ITOT trouble.
Hello, the trouble that We've got a few days ago is the next:
*ROBICON doesn´t obey STOP command from PROFIBUS, so we had to stopped from the emergency button.
*ROBICON doesn´t decelerate below 400rpm, it reach 1200 rpm (rpm nom=1792) like the minimun
*The motor Inom=176A, ITOT=200A(drive current out) and we have at INPUT about 120A, I've connect a PC to the drive via TCP/IP and the results were: Ids doesnt follow property Ids reference, same case with Iqs
and the Debug tool shows: Debug tool capture
We change the ISA BACK PLANE board and we solved the problem only for a week. I hope somebody give us any idea to atack this trouble.
Regards.
Darrent.
Dear Colleague,
the problem can be that you have load rotating the motor causing regeneration, whih cannot be absorbed by VFD. You can use Zero speed parameter (set it higher than 400rpm) or set the flag RampStop=FALSE is SOP.
Reforming WCIII spare capacitors
Hi Expert house,
We are having GENIII Water Cooled Robicon VFD with pre charge built in.
We do have spare NWL make oil filled capacitors of 13500 mfd, 1.3KV. lying idle for more than 3 years.
Is it required to reform them externally with a VARIAC before using or does the PRECHARGE circuit in VFD will take care of that once we install the spares in the VFD?
I mean the pre charge time is too fast in VFD. Will it be enough for prolonged storage caps?
Regards,
Vijay
Dear
Yes it is required to reform the capacitors if it id idle for more than 1 year.
You can reform it with variac.
You cant reform electrolytic capacitors using the precharge circuit of the drive. It is recommended to reform electrolytic capacitors found in Robicon drive cells using a variac.
It should be functioning with VFD pre charge Service Mode selection to "ON" and with START, Stop
pre charge.
Regards,
Naga
Dear my colleagues,
as far as I remember and as the creator says, there are no electrolitic caps in water cooled drives, but oil caps, which do not loose their characteristic being not energized for years. Their lifetime is about 20 years and they do not need any cpacitor reforming procedure.
ROBICON Perfect Harmony drives Siemens GH180 Tool Suite on Windows 7
When we got our VFD Gen 3E a few years ago it came with a laptop with Tool Suite, version 5.0.0.1. The laptop is running XP and I have been told by my IT department it will be upgraded to Windows 7. Will the Tool Suite run on Windows 7?
Thanks
I have Siemens GH180 Tool Suite Version 5.1.0.1 running on Windows 7 no problem.
ROBICON Doesn't Obey
Hello. The trouble that I have is that I request a demand of 50% to the drive and it gives more than 100% and it forces the drive to "Overspeed fault", the motor and drive's parameters are configured correctly according the motor and the application, I think that is the Conditioning board, even I can't Stop it with the "Manual Stop", only with the Emergency Stop, any idea??
hi
can you elaborate the problem. I mean below 50% demand there is no tripping.
Is there encoder connected to motor. Can you send the parameter backup.
What mode you are running the drive OLVC , CLVC..
Regards,
Vijay
Hi I solved changing the SCB, it was in RUN mode.
Best Regards. Darrent
I got the problem with OverSpeed too. It was only at once. But I dont understend the reason.
Pump set, controlled by Simatic PLC. Gen IV works in SMC mode and with almost full load. Occured the fault OverSpeed. I viewed event and historical logs and finded that:
Run request disappearedsuddenly and Gen IV moved to STOP mode.
After that Mtr Speed didnt start to decrease and it even started to increase to 120%
This was 168 cycles in His.Log and after OverSpeed fault ocurred.
We didnt fixed any extreme liquid flows in pipes. The pump stops immediately and check valve closes. I dont think that flow in pipe continue rotate the pump and even could increase the speed. And it does not understand why the run request disappeared. PLC didnt fixed it. Also we cheked DI terminals and didnt find any notes. So this is totally understandable fault situation.
with best regards
hi,
Your motor is an SM, if the excitor fault, the speed will speed up and then will speed down by load. When the excitor fault, VFD may detect it, it will also stop. maybe a Temporary fault.
Hi,kkllkkll
Its very interesting idea!
We didnt fix any faults with Exciter and didnt thought that Exciter could be a real fault reason. Simatic S7-200 fixed the initial message about fault from VFD and it was OverSpeed. Maybe we should check Exciter Log if it possible.
With best Regards
The problem was when I was setting the velocity from 0% to 50%, the VDF reach up the 100% and more of the DMND, after we change the SCB all fine. Now I've got another trouble but I'll put it in another post.
Thanks. Best Regards
Darrent
Good morning:
I have a VFD GEN4 of 400 HP to 4.16 KV,when i aplied 4.16Kvto the 30 seconds next the vfdpresent the one cycle fault. Next of check the xformer windingsand cells i found all normal, thenI changed the parameters 7080 and 7081 to 0.0005 and 30%and the faultdisappeared.
I start up the vfd with motor empty without problem but in thestop the one cycle fault again appeared.
I appreciate your help with it
Hi
Is this a old drive ruunning or new commissioning?
As explained in manual, it is related to excessive reactive current on input side in the rare event of secondary faults.
try to reduce 7080 and increase 7081.
After Stop command again same fault coming or the fault is different like 'excess loss'
Upload the event,fault and history logs
Regards,
Vijay
Good morning:
I appreciate your help, we write to Brasil factory and they answered that was necessary set the input current ofVFD because the xformer power was 500 Hp, 61 Aand the power of VFD was 400 Hp, 49 A.We made the adjustment and thefault disappeared.
Best regards
Good day,
We fased with a same problem: when ramping up the synchronous motor 2,2MW (rated current 251A) after 25Hz an error occurs: InputOneCycle (Input/output current does not rise above 100 A).
We performed the following steps to solve this problem:
- Changed parameters: reduced ID7080, decreases and increases ID7081
- Current drive nameplate - 257a, current transformer nameplate - 295A, have changed the ID2020 to 295
- Initially tried to parameter values 3110, 3120, 3130, referred in the document A5E03017950 test with synchronous motor, also tried on the values of these parameters by default.
We could not get a sucsess.
What else can we do to solve this problem?
With best regards
Hi, do you lead parameter 7080 and 7081 in factory default? and next you set the input current of VFD?
Idid this steps and the faultONE CYCLE disappeared, but nextwhen i startup the motor the Fault Excessive Drive Loss appeared.Then i set the scaler of the input currentand the fault dissapeared.
Regards,
Good day
Finally we finded out the problem with the InputOneCycle.
The St.Petersburg Robicon manufacturer adviced us to change the polarity on to phase B input CT . Before changing wiring was correct and corresponded to documentation, but after changing the problem has disappeared. We successfully tested VFD with full load and performed the SyncTransfer .
Thank you for your help
With best regards
Boyn 84, I hope you have correct readings in Debug tool - Advanced, after changing the wiring! Otherwise your drive works without protection!
Is the drive located in Komsomol'sk-Amur?
I want to add one more thing to OneCycle protection. In my experience, in smaller drives (200-400KW) working with high input voltage (110-115% of rated) and with small loador just in idle state, the transformer can be oversaturatedand may takehigh reactive current. in this case, the only way to preventstopping with fault is to change level 8 (hidden) parameter - reactive current treshold.
Previous : GH180 NXG Firmware NXGpro NXG controller Tool Suite Latest Version
Next : Siemens Robicon Perfect Harmony GH180 NXG NXGpro NXG controller Tool Suite Latest Version 6.4.1


 Copy product links
Copy product links
 Long by picture save/share
Long by picture save/share
INQUIRY


Add Successfully
We are the world's leading supplier of spare parts for medium voltage drives of various brands

点击右上角
分享给朋友吧
GET IN TOUCH

East Sun Industrial Centre, No 16 Shing Yip Street Kl, Hongkong

Call us : +852 5261 7322
Email us : [email protected]
SITEMAP
BUSINESS HOURS
Monday to Friday : 9 am to 6 pm
Saturday : 9 am to 12 am
Sunday : Closed Support Hours in 24/7 Everyday
DISCLAIMER:
We are not an authorized distributor, reseller or representative of the following products presented on this website. All Product names and logos throughout this site are trademarks of their respective holders. Use of them DOES NOT imply any affiliation with or endorsement by them.
© 2020 robiconperfectharmony.com site . All rights reserved Site Map
